| ||
Была пленка стала упаковкаSummary: Пленка, прежде чем превратиться в упаковку, проходит через следующие процессы: подготовка, формирование пакета (сварка), фасование продукта, герметизация пакета (укупорка), укладка в коробы. Как это происходит?
Еще до того, как стать упаковкой, пленочный материал, в котором не должно быть пятен, трещин, запрессованных складок, разрывов и сквозных отверстий в виде бобин поступает на упаковочный участок. При встряхивании не допускается выпадение или смещение гильз, втулок, шпулей. Торцевая поверхность бобин должна быть без выступов, надрывов или механических повреждений.
Перед использованием материала следует произвести акклиматизацию, то есть добиться того, чтобы температура бобин была сходной с температурой помещения. Слишком холодная пленка способна спровоцировать конденсацию влаги на свариваемой поверхности. Чрезмерно теплая пленка может слипаться при разматывании бобины и при раскрытии пакета. Время акклиматизации: – в холодное время года (после транспортировки при температуре минус 20 єС в течение нескольких дней) — не менее 3-х суток на складе и 1 сутки в цеху; – в холодное время года (после транспортировки при температуре 0ºС в течение нескольких дней) — не менее 1 суток на складе и 1 сутки в цеху; – в теплое время года акклиматизация не требуется.
Итак, бобина освобождается от транспортной упаковки, кондиционируется и затем устанавливается на размоточное устройство. При необходимости непосредственно после размотки производится разрезание на полосы или вырубка технологических отверстий. Следует предусмотреть устройство бактерицидной обработки внутренней стороны пленки. Обычно для этого используют лампу ультрафиолетового излучения.
Делаем пакетДля того чтобы пленка приобрела требуемую форму, подготовленный материал подвергается термической сварке.
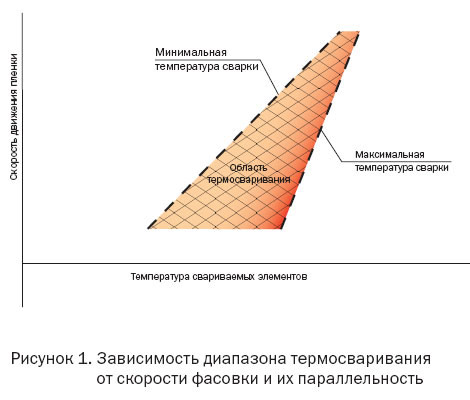
Сварка, по сути, является процессом образования неразъемного соединения термопластов, в результате которого исчезает граница раздела между поверхностями за счет диффузионного смешивания полимера. Достигаемое качество сварного соединения зависит от трех основных параметров: температура сварных элементов, усилие прижима (давление), длительность прижима. Температуру сварки варьируют в пределах от температуры текучести полимера (минимальная температура) до температуры, при которой начинается его интенсивная термодеструкция (максимальная температура). Зависимость диапазона термосваривания от скорости фасовки приведена на рисунке 1.
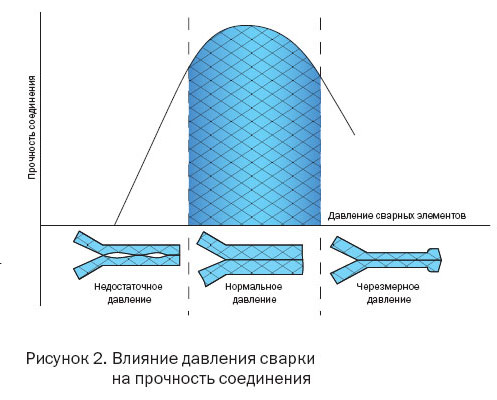
Величина давления сварных элементов при контакте зависит от реологических характеристик материала при определенных значениях температуры. Давление должно обеспечивать достаточно полный прижим свариваемых поверхностей, но не приводить к значительной деформации пленочного материала.
Влияние давления сварки на прочность соединения представлено на рисунке 2.
Длительность прижима определяется линейной скоростью машины (количество циклов в минуту) и долей непосредственного контакта в цикле. На качество сварного соединения также влияет состояние контактной поверхности сварных элементов и их параллельность.
Наличие механических повреждений (сколов, вмятин), острых кромок и перекосов сварных губок существенно снижает качество соединения. Для получения качественных сварных пакетов материал должен обладать следующими характеристиками:
• точно выдержанный шаг и контрастность фотометок;
• отсутствие пятен и клякс между фотометками;
• прочное межслойное соединение ламинатов;
• устойчивость внешнего слоя пленки к воздействию сварных элементов;
• совместимость полимера сварного слоя с монтируемыми приспособлениями (клапаны, дозаторы);
• отсутствие оксидных, жировых и масленых загрязнений.
Размещаем продуктСформированный пакет раскрывается, и производится заливка необходимой порции продукта. Для успешного раскрытия пакета и фасовки материал должен иметь умеренную жесткость. Также не допускается слипание внутренних поверхностей. В случае горячей фасовки (70–100ºС) пленка не должна коробиться, расслаиваться и расходиться по сварным соединениям.
Проводим герметизациюПроцесс герметизации заполненной упаковки, как правило, выражается в формировании верхнего сварного шва. Соответственно, пленочный материал должен обладать следующими качествами: свариваться в напряженном состоянии; иметь высокий показатель прочности неостывшего сварного соединения; быть нечувствительным к парам залитого продукта.
Пакеты – в коробкуГотовые пакеты с продукцией осматривают и укладывают в короба. При применении горячего розлива не допускается укладка неостывших пакетов. Несоблюдение данного требования приводит к нарушению целостности упаковки и к потере продукцией товарного вида вследствие деформаций.
Во время укладки, штабелирования, хранения и транспортировки упаковочный материал должен проявлять устойчивость к давлению, толчкам и трению. Кроме того, пленка должна сохранять устойчивость к упакованному продукту в течение заявленного срока хранения.
Соответствие пленочного материала вышеуказанным моментам может гарантировать его технологическое соответствие требованиям современных высокоскоростных упаковочных процессов.
А. КОРОТКОВ, отдел новых продуктов ЗАО «Данафлекс»
| ||
|
||